
 Nossas Características
Nossas Características
 >> Ver nossa tecnologia de processo
>> Ver nossa tecnologia de processo
Vantagens / Desvantagens
1. Utilização de material de alta eficiência (alto rendimento)

2. Maior velocidade, produção mais eficiente
3. Melhoria da força do produto através do endurecimento pelo trabalho
4. Redução de custos através de processos de fabricação personalizados

- É necessário fazer matrizes de formação (custo inicial e de execução)
- Tempo necessário para montar e ajustar o equipamento de produção de uma determinada peça, portanto não adequado a pequenas séries de produção (melhor para produção em massa)
- Por natureza, a conformação a frio deixa raios na maioria dos cantos e a precisão não é tão alta como na usinagem.
Conformação a frio versus usinagem
| Usinagem | Conformação a frio | |
|---|---|---|
| Matrizes | Não necessário |
Necessário |
| Rendimento do material | ✘ | ✔✔ |
| Velocidade de processamento | ✘ | ✔✔ |
| Força | ✔ | ✔✔ |
| Precisão do processo | ✔✔ | ✔ |
| Produção em grande escala | ✔✔ | ✔ |
| Produção em pequena escala | ✘ | ✔✔ |
| Produção de Protótipos | ✔✔ | ✘ |
| Produção em massa | ✔ | ✔✔ |
Comparação entre formação a frio, quente e morno
| Conformação a quente | Conformação morna | Conformação a frio | |
|---|---|---|---|
| Características | Conformação com material aquecido acima de sua temperatura de recristalização. |
Conformação feita a temperaturas entre as de conformação a quente e a frio. |
Conformação feita à/perto da temperatura ambiente. |
| Conformação Temperatura |
1100°C ~1250°C (2012°F ~ 2282°F) |
300°C~850°C (572°F ~ 1562°F) |
Conformação feita a temperatura. |
| Cargas Necessárias | Cargas de baixa formação necessárias | Cargas médias necessárias | Grandes cargas necessárias |
| Nível de Precisão | ✘ | ✔ | ✔✔ |
| Qualidade do Acabamento da superfície |
✘ | ✔ | ✔✔ |
| Nível de Geometria Complexidade |
✔✔ | ✔ | ✘ |
| Produção Ideal Quantidade |
Melhor para produção em pequena e média escala | Melhor para produção em média escala | Melhor para produção em larga escala |
| Prós / Contras | Como o material é aquecido acima de sua temperatura de recristalização, são necessárias cargas menores para formar o material. Também é possível uma deformação maior, permitindo geometrias muito grandes ou altamente complexas. Entretanto, o acabamento superficial é muitas vezes pobre para produtos de aço em comparação com a conformação a quente e a frio porque a oxidação e descarbonatação da superfície ocorre acima de 900℃(1652°F). O nível de precisão alcançável também é pobre devido à expansão /contração do metal, pois ele é aquecido e resfriado. | A conformação morna visa combinar os pontos fortes da conformação a quente e a frio. Ela permite melhores acabamentos de superfície do que a conformação a quente, mas o controle de temperatura é difícil. Geometrias mais complexas são possíveis do que com conformação a frio, mas a precisão não é tão alta. | Como não há adição de calor ao material, a conformação a frio permite alta precisão, acabamento superficial de alta qualidade e alta velocidade de produção. Entretanto, em comparação com a conformação a quente, as cargas necessárias para deformar o material são altas e a deformabilidade do material é baixa, exigindo assim um alto grau de experiência de fabricação para alcançar geometrias complexas. A vida útil do ferramental varia de acordo com o produto, mas é comum que o ferramental dure na faixa de 10.000 peças ou mais. |


Parafuso
Roscas

Sulcos

Extremidades pontiagudas

Extremidades
arredondadas

Retos
Serrilhado

Diamante
Serrilhado

Espiralado
Serrilhado

Parafusos
de chumbo
Roscas usinadas versus laminadas
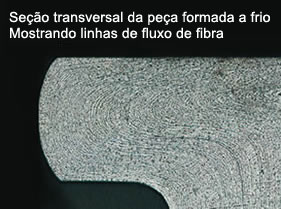
As roscas laminadas permitem a formação de roscas de alta velocidade sem perda de material para sucata e um produto mais forte em geral porque, ao contrário das roscas usinadas, as linhas de fluxo de fibras do material são deixadas intactas. A laminação também permite custos mais baixos e melhor tempo de retorno do que a usinagem.
Roscas usinadas
Roscas formadas a frio
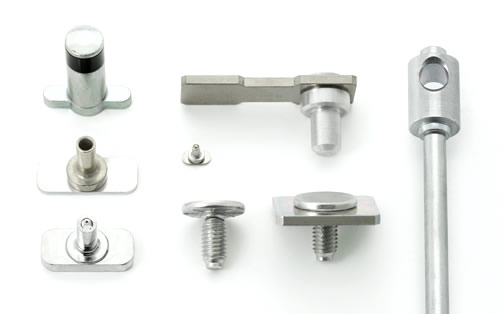
Formação de precisão personalizada
Formação de precisão para peças personalizadas com diâmetros de eixo de até 25 mm (aprox. 1 pol.).

Formação de Microprecisão
Formação de precisão para micro peças com diâmetros de eixo de 1mm (0,04 pol) ou menos.

Embutimento
Desenho profundo para peças com baixa espessura ou furos profundos que de outra forma seriam difíceis de formar a partir de material circular.

Conformação para peças longas
Conformação para peças longas (até 1200mm (47in)).

Usinagem
Combinando usinagem com conformação a frio para alcançar alta precisão difícil com apenas conformação.

Laminação
De engrenagens sem-fim e serrilhadas a geometrias laminadas exclusivas.

Dobrar / Aplanar / Aparar
Uma grande variedade de processos secundários, tais como dobrar, achatar e aparar.

Fixação / Encaixe de prensa / Moldagem de plástico
Fabricação composta que combina diferentes materiais através de crimpagem, encaixe de prensa e/ou moldagem de plástico.
Capacidades de processamento
Nota: Entre e m contato conosco se sua peça for particularmente longa.
11 Kapiolani Boulevard #250 Honolulu, HI 96813
TEL : 864-676-1411
 Copyright © Fukui Byora Co., Ltd. Todos os direitos reservados.
Copyright © Fukui Byora Co., Ltd. Todos os direitos reservados.